



Отличие между катанной и шлифованной шарико-винтовой передачей

На высоком уровне шлифованные и катанные шарико-винтовые пары работают практически одинаково в широком диапазоне механических применений. Однако поверхности дорожек качения, которые очень похожи на традиционные резьбовые соединения машинных винтов, встречающиеся в типичной системе винт / гайка, отличаются производственным процессом, используемым для создания этих элементов. Помимо закаленных шариков, которые делают возможным вращательное движение, система шарико-винтовой передачи состоит из двух основных компонентов: ходового винта с внешней резьбой и шариковой гайки с внутренней резьбой. Знание двух различных производственных процессов, используемых для изготовления этих компонентов, является ключом к пониманию как сильных сторон, так и ограничений катанных и шлифованных шарико-винтовых пар.
Прокатка и шлифование
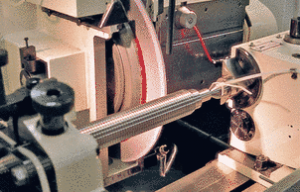
Резьба катаной шарико-винтовой передачи создается путем проталкивания каждой заготовки неразрезанного прутка через вращающиеся матрицы инструмента за одну операцию. Движущим принципом этого процесса является процесс деформации в холодном состоянии, при котором материалу заготовки буквально придают форму путем прокатки штампов инструментов, которые предназначены для формирования как внутренней, так и внешней резьбы ходового винта и шариковой гайки. Хотя прокатные плашки бывают самых разных форм и размеров, необходимых для накатывания резьбы разного размера, принцип деформации одинаков как для внутренней, так и для внешней резьбы. Процесс прокатки очень эффективен, поскольку физически с вырезанных заготовок не удаляется материал, как в любом процессе резки или шлифования. Этот процесс широко используется в промышленности, поскольку его можно легко автоматизировать для достижения высоких темпов производства.

Шлифованные винтовые резьбы наоборот изготавливаются посредством процесса истирания, который обычно происходит в горизонтальной установке, где заготовки материала вращаются по своей длинной оси между двумя обрабатывающими центрами. Аналогичный процесс используется для нарезания внутренней и внешней резьбы ходового винта и шариковой гайки. Этот прогрессивный процесс абразивной обработки требует, чтобы заготовки материала были обрезаны до окончательной длины перед шлифовкой. Разные размеры и типы фрез используются для проточки внутренней и внешней резьбы, но концептуальный процесс тот же.
Сильные стороны и ограничения
Накатанная винтовая резьба обычно обладает большей прочностью, чем шлифованная резьба, из-за значительного упрочнения материала, которое достигается в результате большой пластической деформации, вызываемой в материале для создания резьбы в процессе прокатки. Накатанная резьба является более экономичным вариантом, поскольку ее можно быстро изготовить на автоматизированных установках прокатного станка. Поскольку процесс прокатки считается «однократным» процессом, любые производственные ошибки в накрученной резьбе почти невозможно исправить. Накатанная резьба также имеет тенденцию иметь более шероховатую поверхность, чем шлифованная резьба, и это может быть особенно проблематичным, поскольку резьба с шероховатой поверхностью может привести к снижению механической эффективности из-за более высокого трения качения, встречающегося в шариках качения. Шероховатая поверхность также может способствовать общему снижению износостойкости шарико-винтовой передачи.
Системы с катанной шарико-винтовой передачей особенно уязвимы к искажениям размеров в результате износа штамповой оснастки. Эти источники ошибок могут привести к тому, что система шарик / гайка обладает чрезмерным люфтом, который возникает из-за несоответствия между диаметром подшипника и резьбой вала винта, а также резко снижает достижимую точность позиционирования.
И наоборот, процесс шлифования резьбы по своей природе более трудоемок, чем процесс накатывания, отчасти из-за наличия специальных шлифовальных инструментов, необходимых для операции нарезания. Это означает значительно более высокую «готовую» цену на шлифованные шарико-винтовые пары по сравнению с катанными шарико-винтовой парой. Однако существует значительная выгода, достигаемая для более дорогостоящего процесса, поскольку шлифованные резьбы могут удерживаться с более жесткими допусками по отношению к центральной линии заготовки материала, поскольку каждая резьба шлифуется по одной. По этим причинам шлифованные шарико-винтовые пары используются почти исключительно там, где требуется высокая точность и повторяемость.
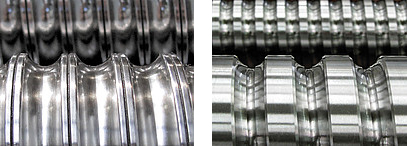
Профили катаных (слева) и шлифованных (справа) ШВП
Наконец, есть одно последнее замечание, которое необходимо упомянуть в отношении методов термообработки и / или упрочнения, обычно используемых для двух типов шарико-винтовых пар. При шлифовании винтовой резьбы заготовки материала обычно подвергаются упрочнению перед тем, как резьба притирается к заготовкам. Накатанные винтовые резьбы подвергаются аналогичному процессу поверхностного упрочнения только после накатывания резьбы из-за того, что закаленные поверхности слишком трудно пройти через операцию прокатки. Основным недостатком этого типа термообработки после прокатки является то, что она может привести к деформации накатанной резьбы из-за непредсказуемой скорости расширения материала в геометрической форме резьбы.
Вывод
Системы с катанной шарико-винтовой передачей, как правило, будут стоить значительно меньше, чем шлифованные шарико-винтовые пары, и должны быть более чем пригодными для обслуживания и использования в большинстве процессах. Доступны как катаные, так и шлифованные шарико-винтовые пары различной длины, диаметра и грузоподъемности, чтобы соответствовать широкому спектру применений. Однако, если требуется очень высокая точность позиционирования с высокой степенью повторяемости, выбор системы точной шлифованной шарико-винтовой передачи может оказаться более чем оправданным. Инженер должен внимательно учитывать эти различия, когда ему нужно выбрать одно из двух для любого конкретного применения машины.











